-


-


-
-


-


WhatsApp

-
WeChat

Вакуумные сильфоны VPA
Когда говорят о вакуумных сильфонах VPA, многие сразу представляют себе просто гибкий элемент для соединения, но на деле — это целая система расчётов на герметичность, ход сжатия-растяжения и ресурс в условиях глубокого вакуума. Частая ошибка — считать, что если сильфон держит атмосферное давление, то и с вакуумом справится. На практике же именно при разряжении до 10?3 Па и ниже начинают проявляться нюансы: микронеплотности сварных швов, дегазация материала самой гофры, да и поведение при термоциклировании на вакууме совсем иное.
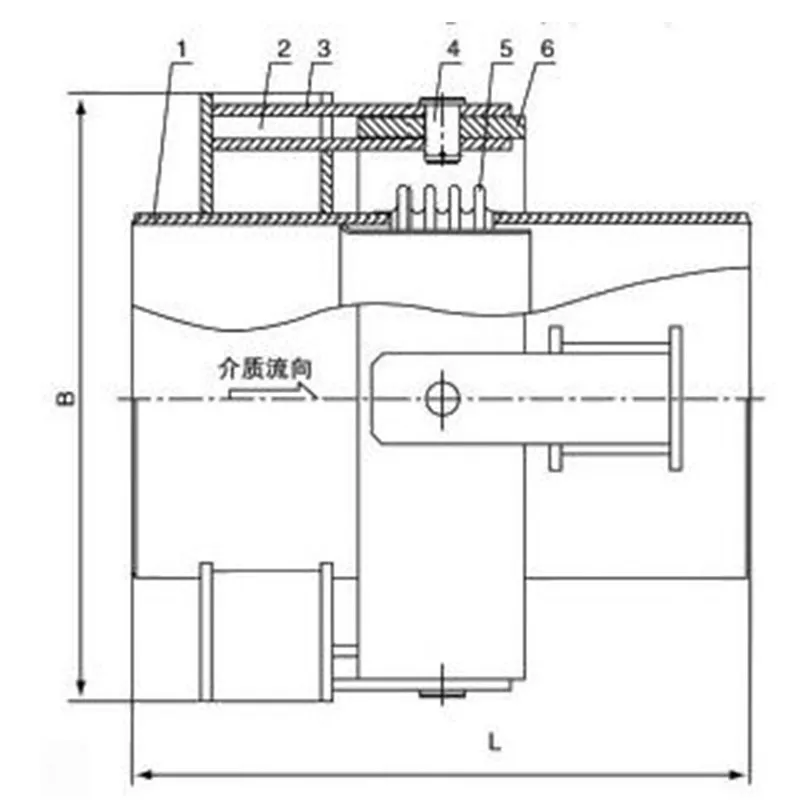
Что скрывается за аббревиатурой VPA
VPA — это, по сути, обозначение типа конструкции: вакуумный сильфон с продольной гофрой (часто однослойный или двухслойный), предназначенный для осевых перемещений. Но если брать каталоги, например, ООО Цзянсу Синьгао Сильфон, то там под этой маркировкой может идти целая серия изделий с разными материалами — от нержавеющей стали 316L до инконеля, если речь идёт о высокотемпературных или агрессивных средах. Важно не путать с сильфонами для давления — у них совсем другие требования к толщине стенки и контролю качества.
Я как-то столкнулся с ситуацией, когда заказчик запросил VPA для вакуумной камеры печки отжига. По паспорту всё сходилось: и DN80, и ход 30 мм. Но в процессе работы выяснилось, что в его системе есть частые циклы нагрев-охлаждение от 20°C до 450°C. Стандартный сильфон из 304-й стали начал ?потеть? — на внутренних гофрах после нескольких циклов появились микротрещины. Проблема была в том, что при вакууме и термоциклировании материал теряет пластичность, а концентраторы напряжений в корне гофры работают хуже. Пришлось пересматривать в сторону двухслойного варианта с более пластичным внутренним слоем.
Отсюда вывод: ключевое для VPA — не только сохранить герметичность в статике, но и обеспечить ресурс при динамике в условиях глубокого вакуума. И здесь огромную роль играет контроль качества на каждом этапе: от выбора ленты для навивки до финальной гелиевой течеискательной пробы. Упомянутая компания, кстати, в своих процессах опирается на стандарты EJMA, что для вакуумной техники критически важно — этот стандарт жёстко регламентирует именно циклическую стойкость и допустимые деформации.
Материалы и ?подводные камни? в вакуумных приложениях
Основной материал — это, конечно, аустенитные нержавеющие стали. 304, 316L, 321. Но в вакууме, особенно высоком и сверхвысоком, возникает два тонких момента: дегазация и ?вакуумная плотность?. Дегазация — это когда из самого материала под разряжением начинают выделяться растворённые газы (водород, кислород). Это убивает скорость откачки и может загрязнять камеру. Поэтому для ответственных систем сильфоны часто проходят предварительную высокотемпературную вакуумную отжигку — чтобы ?выгнать? эти газы на этапе изготовления.
Второй момент — ?вакуумная плотность?. Это не про течи, а про диффузию. При очень высоком вакууме атомы гелия, например, могут понемногу диффундировать сквозь толщу металла. Для большинства промышленных применений это не критично, но в установках типа ускорителей или полупроводникового оборудования уже учитывается. Поэтому иногда идут на использование специальных сплавов с низкой диффузионной проницаемостью или наносят специальные покрытия.
Из практики: был проект по вакуумной линии для транспортировки порошка. Там использовались вакуумные сильфоны VPA от ООО Цзянсу Синьгао Сильфон в DN150. Среда — не просто вакуум, а ещё и абразивная пыль. Стандартное решение из 316L проработало полгода, потом появился износ на внутренней поверхности от трения частиц. Пришлось дорабатывать — ставить внутренний футеровочный рукав из износостойкого полимера. Это к вопросу о том, что вакуум — это не всегда ?чистая? среда, и применение в химической или металлургической промышленности, как указано в сфере деятельности компании, часто связано именно с такими комплексными нагрузками.
Монтаж и компенсация: без чего VPA превращается в проблему
Самая частая причина преждевременного выхода из строя — неправильный монтаж и неучтённые нагрузки. VPA сильфон — он хоть и гибкий, но рассчитан в первую очередь на осевое сжатие-растяжение. Если его поставить с перекосом или заставить компенсировать значительное боковое смещение, на которое он не рассчитан, ресурс сокращается в разы. Видел случаи, когда монтажники, пытаясь ?подогнать? фланцы, просто тянули сильфон болтами, создавая в нём начальное напряжение. В вакууме, где и так есть внешнее давление атмосферы, это почти гарантированно привело к потере устойчивости гофры после первого же цикла.
Ещё один нюанс — направляющие опоры. Для длинных ходов они обязательны, иначе сильфон будет изгибаться. Но часто экономят и не ставят. В одном из проектов по теплоэнергетике, где сильфон компенсировал тепловое расширение вакуумного паропровода, отсутствие внутренней направляющей привело к вибрации и усталостному разрушению за 4 месяца. Пришлось останавливать линию и переделывать.
Здесь полезно смотреть на опыт поставщика в смежных областях. Если компания, как ООО Цзянсу Синьгао Сильфон, делает продукцию для атомной энергетики и аэрокосмической отрасли, то у них, как правило, уже есть наработанные практики по расчёту и рекомендациям по монтажу именно для ответственных применений. Это не просто продажа изделия, а инжиниринговая поддержка.
Контроль качества и испытания: чем отличается ?паспорт? от реальности
Все производители пишут про соответствие стандартам. Но как это проверяется? Для вакуумных сильфонов ключевой тест — это проверка на герметичность гелиевым течеискателем. И хорошо, если тестируется каждое изделие, а не выборочно. В нашей практике был случай с партией сильфонов для криогенной техники (СПГ), где в паспорте стояло ?< 1×10?? Па·м3/с?. Но при приёмке на объекте, при более низких температурах, обнаружилась нестабильность — течь появлялась после нескольких циклов охлаждения. Оказалось, проблема в технологии сварки концевых элементов, которая не была до конца адаптирована под термические напряжения. Это тот случай, когда стандартных испытаний при комнатной температуре недостаточно.
Поэтому сейчас при заказе вакуумных сильфонов VPA для сложных условий мы всегда запрашиваем не только сертификат по стандартам вроде GB/T14525 или EJMA, но и протокол испытаний, максимально приближенных к реальным условиям эксплуатации: термоциклирование, работа на предельном ходе, испытание внешним давлением. Компании, которые работают на экспорт в страны с жёстким регулированием, такие как Австралия или те же российские проекты, обычно к этому готовы и имеют соответствующую базу.
Кстати, на сайте jsxgbellows.ru можно увидеть, что спектр применения их продукции охватывает и нефтегазовую отрасль, и фотоэлектрическую промышленность. Это косвенный признак того, что они сталкиваются с разными требованиями по вакууму — от чистых систем в солнечной энергетике до систем с возможным контактом с углеводородами в нефтегазе. Значит, и подход к контролю качества должен быть дифференцированным.
Перспективы и куда движется отрасль
Сейчас тренд — на увеличение ресурса и ?интеллектуализацию?. Речь не об IoT, а о более точном прогнозировании остаточного ресурса сильфона в вакуумной системе на основе данных о реальных рабочих циклах. Для этого нужны совершенные расчётные модели, которые учитывают усталость в условиях вакуума. Многие производители, включая крупных китайских поставщиков, таких как ООО Цзянсу Синьгао Сильфон, активно инвестируют в это направление, потому что спрос со стороны атомной и аэрокосмической отраслей только растёт.
Ещё одно направление — гибридные решения. Например, сильфон VPA, но с интегрированными датчиками для мониторинга целостности (пока в зачаточном состоянии) или комбинированные конструкции, где вакуумный сильфон является частью более сложного компенсатора, работающего ещё и на вибрацию. В ветроэнергетике, кстати, такое уже применяется для вакуумных систем в лопастях.
В итоге, выбирая вакуумный сильфон VPA, уже недостаточно просто посмотреть на DN и рабочий ход. Нужно глубоко погружаться в условия его будущей работы: температура, среда, динамика циклов, требования к чистоте вакуума. И здесь опыт поставщика, его портфолио в смежных сложных отраслях и готовность предоставить детальные расчёты и испытания становятся решающими факторами. Как показывает практика, сэкономленные на этапе выбора и проектирования время и деньги потом многократно перекрываются затратами на ремонт и простои.
Соответствующая продукция
Соответствующая продукция


.webp)
Самые продаваемые продукты
Самые продаваемые продукты-
 Резьбовые металлические гибкие шланги
Резьбовые металлические гибкие шланги -
 Металлические гибкие шланги со стальной оплеткой
Металлические гибкие шланги со стальной оплеткой -
 Компенсаторы с футеровкой из фторопласта
Компенсаторы с футеровкой из фторопласта -
 Компенсационные муфты
Компенсационные муфты -
 Поперечные компенсаторы с малыми тягами
Поперечные компенсаторы с малыми тягами -
 Вращающиеся компенсаторы
Вращающиеся компенсаторы -
 Осевые компенсаторы наружного давления
Осевые компенсаторы наружного давления -
 Универсальные шарнирные компенсаторы
Универсальные шарнирные компенсаторы -
 Вакуумные сильфоны с фланцем KF
Вакуумные сильфоны с фланцем KF -
 Сальниковые компенсаторы
Сальниковые компенсаторы -
 Балансирные компенсаторы давления для колен
Балансирные компенсаторы давления для колен -
 Металлические гибкие шланги с патрубковым соединением
Металлические гибкие шланги с патрубковым соединением
Связанный поиск
Связанный поиск- компенсаторы сильфонные для трубопроводов отопления
- Компенсаторы для трубопроводов
- аксиальные компенсаторы
- шланг водопроводный гибкий в металлической оплетке
- компенсатор сильфонный приварной
- Металлические гибкие шланги для трубопроводов
- компенсатор сильфонный под приварку
- осевые компенсаторы сильфонного типа
- Металлические гибкие шланги с футеровкой из фторопласта
- компенсаторы давления для трубопроводов