-


-


-
-


-


WhatsApp

-
WeChat

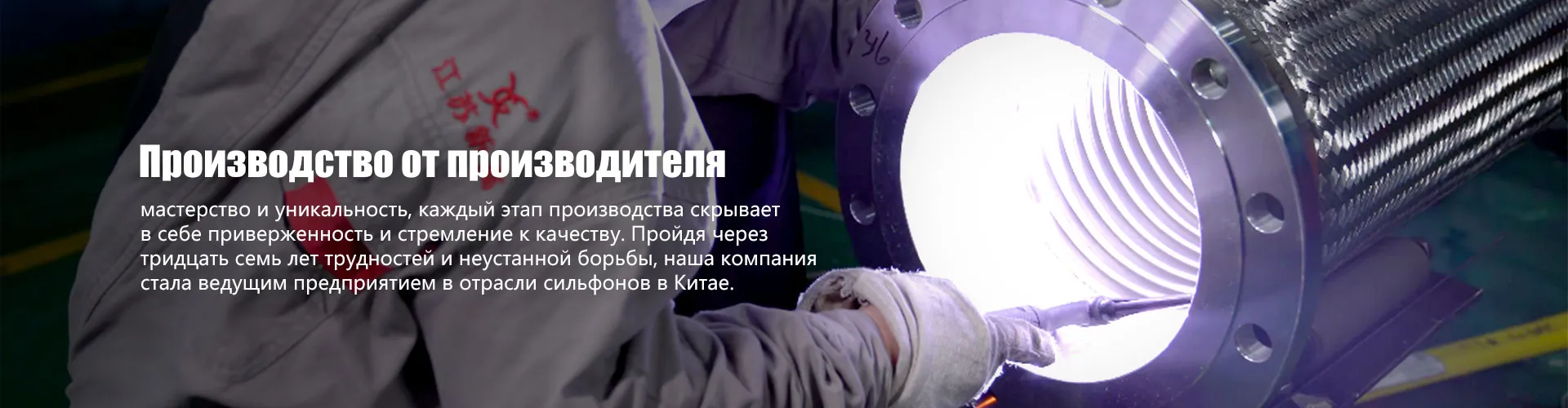
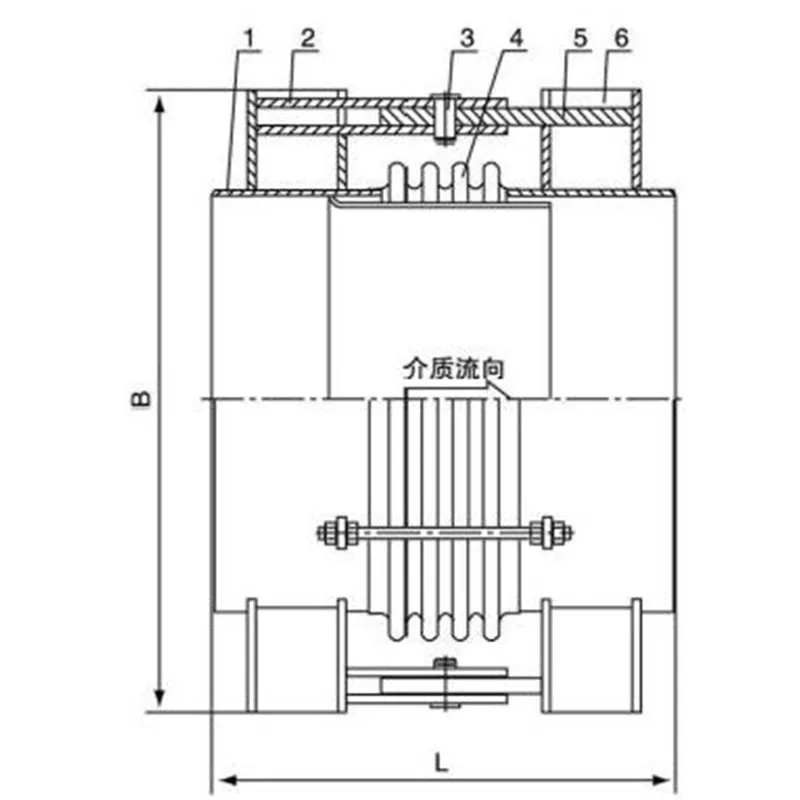
компенсатор осевой приварной
Когда слышишь ?осевой приварной компенсатор?, многие, даже в отрасли, представляют себе просто отрезок трубы с сильфоном, который нужно вварить в линию. Грубая ошибка. На деле это расчётный узел, и его поведение в системе зависит от сотни нюансов, которые в каталогах не пишут. Работая с продукцией, в том числе от таких производителей, как ООО Цзянсу Синьгао Сильфон, понимаешь, что ключевое — не сам компенсатор осевой приварной, а правильность его подбора и монтажа. Вот об этом и хочу порассуждать, исходя из того, что видел на практике.
Где тонко, там и рвётся: подбор по давлению и ходу
Основная ошибка — брать ?с запасом?. Кажется, что если взять компенсатор на 16 бар для системы в 10 бар, то будет надёжно. Но запас по давлению — это не просто цифра. Усилия, которые передаются на неподвижные опоры, растут пропорционально. Я видел проект, где из-за такого ?надёжного? подбора пришлось переделывать массивные опорные конструкции, потому что расчётные нагрузки выросли в разы. Особенно критично для больших диаметров, тех самых DN6000, которые, к слову, у того же ООО Цзянсу Синьгао Сильфон в линейке есть.
С ходом — обратная история. Часто экономят и берут компенсатор с рабочим ходом ?впритык? к расчётному тепловому удлинению трубопровода. А ведь нужно учитывать возможные смещения при монтаже, неидеальную центровку. В итоге сильфон работает на пределе, быстро устаёт, появляются микротрещины. Стандарты, типа тех же EJMA или нашего GB/T12777, дают методику, но на бумаге одно, а когда труба лежит с небольшим перекосом — совсем другое. Лучше всегда иметь запас по ходу в 15-20%, это не роскошь, а страховка от преждевременного выхода из строя.
И ещё момент по ходу: многослойные сильфоны. Их часто применяют для высоких давлений. Но их поведение при боковых смещениях или скручивании хуже, чем у однослойных. Если в системе есть риск таких нагрузок (а он есть почти всегда), это нужно закладывать в расчёт сразу. Просто взять из каталога компенсатор осевой с подходящим давлением — мало.
Сварка: когда технологическая карта расходится с реальностью
?Приварной? — ключевое в названии. Казалось бы, что сложного: подготовить кромки, выставить, проварить. Но материал сильфона и материал трубы — часто разные марки стали. Например, на тепловых сетях труба бывает Ст20, а сильфон — из нержавеющей стали 321 или 316. Сварка таких разнородных сталей — отдельная история. Нужен правильный присадочный материал, строгий контроль температуры между проходами.
Одна из частых проблем на объекте — попытка варить ?как обычно?, углеродистой электродой. Это гарантирует непровары, трещины в зоне термического влияния и последующее разрушение. Приходилось сталкиваться с ситуацией, когда после гидроиспытаний на шве появлялась ?роса? — мельчайшие капли. Причина — микротрещины. Переваривали с правильными материалами — проблема ушла. Производители, вроде упомянутой компании, обычно дают рекомендации по сварке, но эти бумажки часто остаются в папке у прораба, не доходя до сварщика.
И защита сильфона во время сварки! Гофры нельзя перегревать. Обязательно нужно использовать теплоотводящие пасты или прокладки, иногда даже организовывать продувку аргоном внутренней полости, чтобы не окислялась внутренняя поверхность. Это та деталь, которую упускают в 90% случаев, а потом удивляются, почему ресурс компенсатора оказался в два раза меньше заявленного.
Монтаж и ?предварительное растяжение?: теория vs поле
Всем известно правило: для компенсаторов на тепловое расширение нужно предусматривать предварительное растяжение или сжатие при монтаже в холодном состоянии. В теории всё ясно: рассчитывается половина теплового удлинения. На практике же часто возникает коллизия. Трубопровод уже собран, подведён к оборудованию, и тут монтажники понимают, что для установки компенсатора в растянутом состоянии им не хватает буквально 5-10 мм. Что делают? Принудительно стягивают фланцы домкратами или, что хуже, дают команду ?ставь как есть, потом нагреется — само растянется?.
Это фатальная ошибка. Сильфон сразу оказывается в напряжённом состоянии, и его рабочий ход для компенсации расширения сокращается вдвое. Результат — либо чрезмерные нагрузки на опоры, либо разрушение компенсатора. Правильный путь — закладывать монтажные зазоры ещё на этапе проектирования трассы. И требовать от поставщика, чтобы на самом компенсаторе приварном были чётко нанесены монтажные метки для холодного состояния. У качественных производителей это стандартная практика.
Кейс из опыта: монтаж на газовом объекте, низкие температуры окружающего воздуха. Компенсаторы поставлялись с завода с транспортными ограничителями. Бригада, торопясь, установила их, не сняв эти ограничители, и заварила. Естественно, узел не работал. Пришлось вырезать. Теперь всегда инспектирую этот момент лично.
Среда работы: неочевидные факторы разрушения
В каталогах пишут стандартные среды: вода, пар, газ. Но жизнь богаче. Например, вибрация. Осевой компенсатор плохо её гасит, для этого есть другие конструкции. Но если на насосном трубопроводе с пульсацией поставить обычный осевой компенсатор, он быстро выйдет из строя от усталости. Нужно либо менять тип на вибровставку, либо ставить дополнительный демпфер.
Другой враг — коррозия под изоляцией. Особенно для сетей теплоснабжения. Конденсат, блуждающие токи. Наружная оболочка из нержавейки кажется защитой, но в сварных швах, в зазорах, может начаться щелевая коррозия. Видел компенсаторы, снятые после 5 лет службы: сильфон цел, а патрубки вокруг сварных швов изъедены. Поэтому сейчас многие требуют на такие ответственные участки полную гальванизацию или покрытие спецсоставами уже после монтажа и контроля сварных швов.
Или криогеника. Тот же СПГ. Здесь важен не только материал (обычно 304L или 316L), но и чистота обработки внутренней поверхности, отсутствие зазоров, где может скапливаться конденсат. Продукция для таких условий, как криогенные гибкие шланги для СПГ у того же производителя, проходит совсем другой контроль. Но принцип тот же: любая микротрещина или концентратор напряжения на холоде становится фатальной.
Взаимодействие с поставщиком: вопросы, которые нужно задавать
Работая с компанией, будь то ООО Цзянсу Синьгао Сильфон или другой производитель, нельзя ограничиваться запросом коммерческого предложения. Технический диалог — это must. Первый вопрос: по какому стандарту рассчитан сильфон? EJMA — хороший знак. Значит, учтены коэффициенты безопасности, усталостные характеристики. Далее — запросить отчёт по расчёту на конкретные параметры: давление, температуру, ход. Хороший поставщик его предоставит.
Спросить про гарантийный случай. Что считается нарушением условий эксплуатации? Часто в гарантии отказывают, если не была проведена проверка сварных швов неразрушающим методом (например, УЗК). Это справедливое требование, и его нужно выполнять. Также важно уточнить наличие сертификатов на материалы, особенно для атомной или аэрокосмической отраслей, где требования сверхжёсткие. Компании, которые поставляют, к примеру, для Sinopec или CNPC, обычно имеют всю необходимую документальную базу.
И последнее — тестовые образцы. Для критичных объектов иногда стоит заказать образец (даже за отдельные деньги) и отдать его в независимую лабораторию на проверку заявленных характеристик: испытание давлением, проверку на усталость. Это страхует от неприятностей в будущем. Ведь в итоге на кону не стоимость компенсатора осевого приварного, а стоимость остановки всей технологической линии из-за его выхода из строя.
Соответствующая продукция
Соответствующая продукция




.webp)
Самые продаваемые продукты
Самые продаваемые продукты-
 Металлические гибкие шланги с быстроразъемными соединениями
Металлические гибкие шланги с быстроразъемными соединениями -
 Балансирные компенсаторы давления для колен
Балансирные компенсаторы давления для колен -
 Прямоточные балансирные компенсаторы давления
Прямоточные балансирные компенсаторы давления -
 Металлические гибкие шланги с патрубковым соединением
Металлические гибкие шланги с патрубковым соединением -
 Резиновые компенсаторы
Резиновые компенсаторы -
 Резьбовые металлические гибкие шланги
Резьбовые металлические гибкие шланги -
 Одноосевые компенсаторы
Одноосевые компенсаторы -
 Высококоррозионностойкие металлические гибкие шланги
Высококоррозионностойкие металлические гибкие шланги -
 Двуосевые компенсаторы
Двуосевые компенсаторы -
 Металлические гибкие шланги жидкостного охлаждения
Металлические гибкие шланги жидкостного охлаждения -
 Прямоугольные компенсаторы
Прямоугольные компенсаторы -
 Неметаллические компенсаторы
Неметаллические компенсаторы
Связанный поиск
Связанный поиск- резиновые компенсаторы для трубопроводов фланцевые
- осевые компенсаторы сильфонного типа
- шланг металлический гибкий
- компенсатор сальниковый односторонний
- сальниковый сильфонный компенсатор
- компенсаторы сильфонные поворотные
- металлический гибкий шланг для горячей воды
- Металлические гибкие шланги с быстроразъемным соединением
- сильфоновый компенсатор
- компенсатор нержавеющий под приварку