-


-


-
-


-


WhatsApp

-
WeChat

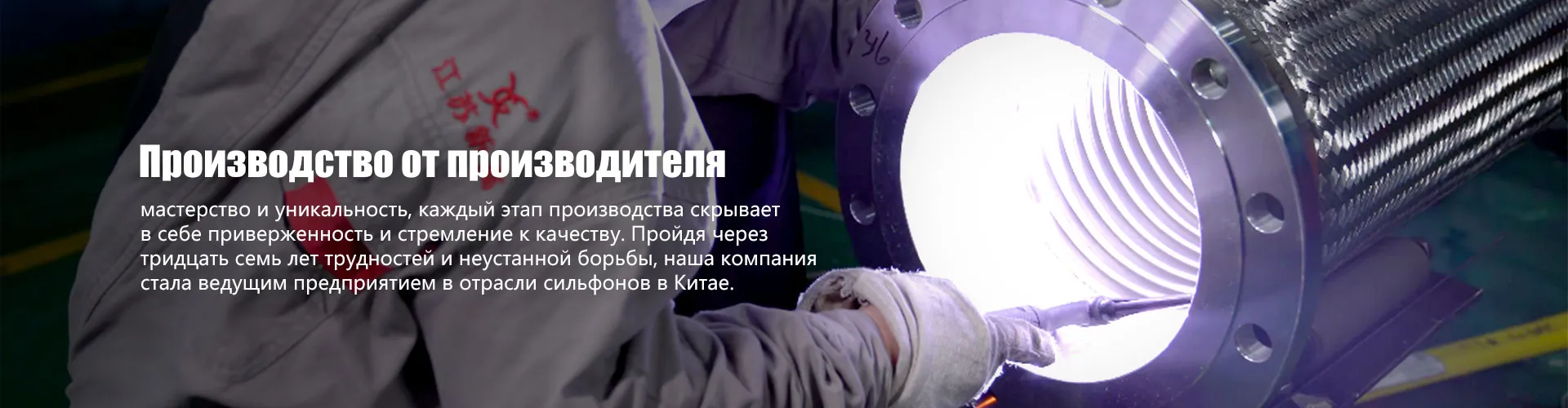
компенсатор сильфонный многослойный под приварку
Когда слышишь ?компенсатор сильфонный многослойный под приварку?, многие сразу представляют себе просто гибкую вставку в трубе. Но на практике, особенно в ответственных системах для атомной энергетики или криогенных линий СПГ, это не ?просто? деталь, а расчетный узел, от которого зависит целостность контура. Частая ошибка — думать, что главное — это давление или температура. Нет, часто решающим становится именно смещение — осевое, боковое, угловое. И вот тут многослойная конструкция сильфона показывает себя, но только если она сделана правильно.
Почему именно многослойный и под приварку?
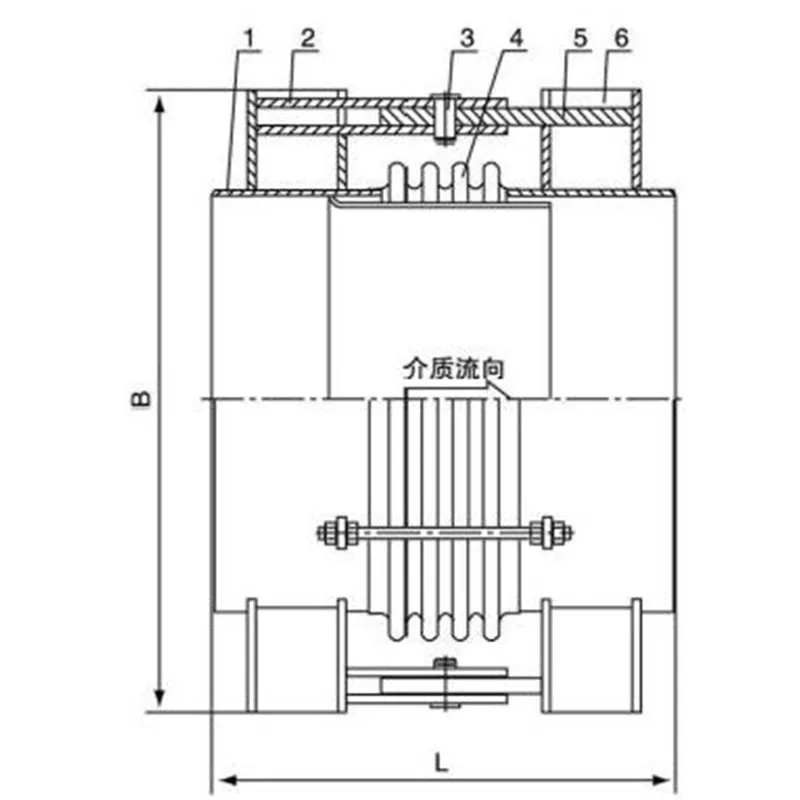
Однослойный сильфон, конечно, проще в производстве. Но его стойкость к давлению, особенно при больших диаметрах, ограничена. Многослойный — это когда несколько тонких гофрированных оболочек вложены друг в друга. За счет этого мы получаем ту же гибкость, но значительно более высокое рабочее и, что критично, пробное давление. Это не просто сложение толщин — это иная механика работы.
А ?под приварку? — это не просто тип присоединения. Это вопрос доверия к шву. При фланцевом соединении есть риск протечки по прокладке, особенно при термоциклировании. Сварной стык, выполненный по технологии, становится частью трубопровода. Но здесь и кроется первый подводный камень: материал сильфона и материал трубы должны быть не просто совместимы, а правильно подобраны по сварочным свойствам. Видел случаи, когда на объекте пытались варить ?что-то нержавеющее? к углеродистой трубе обычными электродами — результат предсказуем, трещины по зоне термического влияния.
Поэтому, когда мы на производстве в ООО Цзянсу Синьгао Сильфон готовим такой компенсатор сильфонный многослойный под приварку, то начинаем не с металла, а с ТУ заказчика. Какая среда? Какие точные параметры циклирования? Есть ли вибрация? Будет ли гидроудар? Без этого даже самый качественный сильфон по стандарту EJMA может не выйти на заявленный ресурс.
Дьявол в деталях: производство и контроль
Самый ответственный этап — это гидроформовка многослойной заготовки. Нельзя просто взять несколько труб и начать их гофрировать. Толщина каждого слоя, чистота поверхности, точность центровки перед формовкой — всё это влияет на равномерность распределения деформаций. Если слои сместятся относительно друг друга, в одном месте возникнет концентратор напряжений. Визуально компенсатор может пройти приемку, но его усталостная долговечность упадет в разы.
После формовки — сварка патрубков. Здесь используется аргонодуговая сварка, часто автоматическая. Но автомат — не панацея. Оператор должен постоянно контролировать подогрев, скорость, подачу присадочной проволоки. Особенно для больших диаметров, скажем, под DN1200. Мы как-то делали партию для теплосетей, и в одном компенсаторе после испытаний на вибростенде обнаружили микротрещину в зоне перехода от сильфона к патрубку. Причина — локальный перегрев при сварке. Пришлось пересматривать режимы для всей серии.
Контроль — это отдельная история. Кроме обязательных гидроиспытаний (по стандарту, в 1.5 раза выше рабочего давления), мы всегда настаиваем на проверке на герметичность гелиевым течеискателем, особенно для вакуумных применений или агрессивных сред. Это дороже, но один случай с утечкой аммиака на химическом комбинате, который мы расследовали (не наше оборудование, к счастью), показал, насколько это важно. Продукция должна соответствовать не только GB/T12777, но и духу стандарта — обеспечить безопасность.
Опыт применения и типичные ошибки монтажа
Хороший компенсатор можно испортить на стадии монтажа. Самая частая ошибка — использование компенсатора для устранения несоосности трубопровода. Это не его функция! Его задача — компенсировать температурные расширения или вибрации. Если его установить с предварительным растяжением или сжатием сверх расчетного, ресурс сократится катастрофически.
Второй момент — защита. Сильфонный компенсатор, особенно многослойный, имеет тонкостенную гофру. Ее легко повредить брызгами сварки, падающим инструментом. Обязательно нужно ставить защитные кожухи на время монтажных работ, которые потом, по согласованию с проектировщиком, иногда можно и оставить. Мы для одного проекта в газовой промышленности поставляли компенсаторы с временными деревянными щитами, крепящимися прямо к патрубкам — простое, но эффективное решение.
И третье — направляющие опоры. Без них компенсатор может потерять устойчивость, особенно при боковом смещении. Видел фото с объекта, где компенсатор ?пошел винтом? после первого же прогрева трубопровода. Проектанты сэкономили на опорах, решив, что жесткости патрубков хватит. Не хватило.
Случай из практики: криогенный трубопровод
Был у нас интересный заказ для криогенной системы. Нужен был многослойный компенсатор под приварку для линии жидкого азота, диаметр DN200, рабочая температура -196°C, плюс циклы ?холод-тепло?. Материал — нержавеющая сталь специальной марки, устойчивая к хладноломкости.
Сложность была даже не в сильфоне, а в концевых патрубках. Их нужно было делать составными: часть из криогенной стали, а край для сварки с магистральным трубопроводом — из стали, совместимой с материалом заказчика. Пришлось делать переходную сварную вставку, проводить ее полный металлографический анализ и ресурсные испытания. Это увеличило сроки, но заказчик (крупная газовая компания, одна из тех, с кем мы сотрудничаем) был только ?за?, потому что на кону была бесперебойная работа установки.
После поставки и монтажа мы получили данные мониторинга с датчиков деформации. Компенсатор работал точно в расчетном диапазоне. Этот опыт потом лег в основу нашей стандартной процедуры для подобных заказов, особенно для экспорта в страны с жесткими климатическими условиями, такие как Россия или Казахстан.
Вместо заключения: о выборе поставщика
Сейчас на рынке много предложений. Но когда речь идет о компенсаторе сильфонном многослойном, я бы советовал смотреть не на красивый каталог, а на производственные мощности и историю. Может ли завод показать цех гидроформовки? Есть ли у них стенд для испытаний на усталость (хотя бы на несколько сотен циклов)? Предоставляют ли они полный пакет расчетной документации, а не только сертификат соответствия?
Наша компания, ООО Цзянсу Синьгао Сильфон, например, всегда готова предоставить протоколы испытаний конкретной партии. Наш сайт https://www.jsxgbellows.ru — это не просто витрина, там есть технические разделы с рекомендациями по монтажу. Основная наша продукция — это как раз металлические сильфонные компенсаторы DN25–6000 мм, включая многослойные под сварку, и мы их поставляем для атомной, нефтегазовой, теплоэнергетической отраслей.
В итоге, успех применения такого узла — это цепочка: точный расчет инженера-проектировщика, качественное изготовление с глубоким контролем на заводе (здесь пригодятся стандарты, упомянутые в описании компании, типа EJMA или GB/T12777) и грамотный монтаж. Если одно звено слабое, даже самый дорогой компенсатор не спасет. Поэтому и пишу эти заметки — чтобы акценты были расставлены правильно. Не на цене за штуку, а на общей надежности системы.
Соответствующая продукция
Соответствующая продукция




.webp)
Самые продаваемые продукты
Самые продаваемые продукты-
 Резьбовые металлические гибкие шланги
Резьбовые металлические гибкие шланги -
 Вакуумные сильфоны ISO
Вакуумные сильфоны ISO -
 Прямоточные балансирные компенсаторы давления
Прямоточные балансирные компенсаторы давления -
 Неметаллические компенсаторы
Неметаллические компенсаторы -
 Сдвоенные шарнирные компенсаторы
Сдвоенные шарнирные компенсаторы -
 Двуосевые компенсаторы
Двуосевые компенсаторы -
 Поперечные компенсаторы с малыми тягами
Поперечные компенсаторы с малыми тягами -
 Неограничивающие компенсаторы
Неограничивающие компенсаторы -
 Металлические гибкие шланги с быстроразъемными соединениями
Металлические гибкие шланги с быстроразъемными соединениями -
 Одношарнирные компенсаторы
Одношарнирные компенсаторы -
 Металлические гибкие шланги жидкостного охлаждения
Металлические гибкие шланги жидкостного охлаждения -
 Металлические гибкие шланги с патронным соединением
Металлические гибкие шланги с патронным соединением
Связанный поиск
Связанный поиск- Металлические гибкие шланги для трубопроводов
- компенсатор сильфонный универсальный фланцевый
- Компенсаторы для газоснабжения
- сальниковый сильфонный компенсатор
- Одношарнирные компенсаторы
- Металлические гибкие шланги с патрубковым соединением
- Компенсаторы для тепловых сетей
- резиновый компенсатор для насосов
- Неметаллические компенсаторы
- компенсатор тканевый