-


-


-
-


-


WhatsApp

-
WeChat

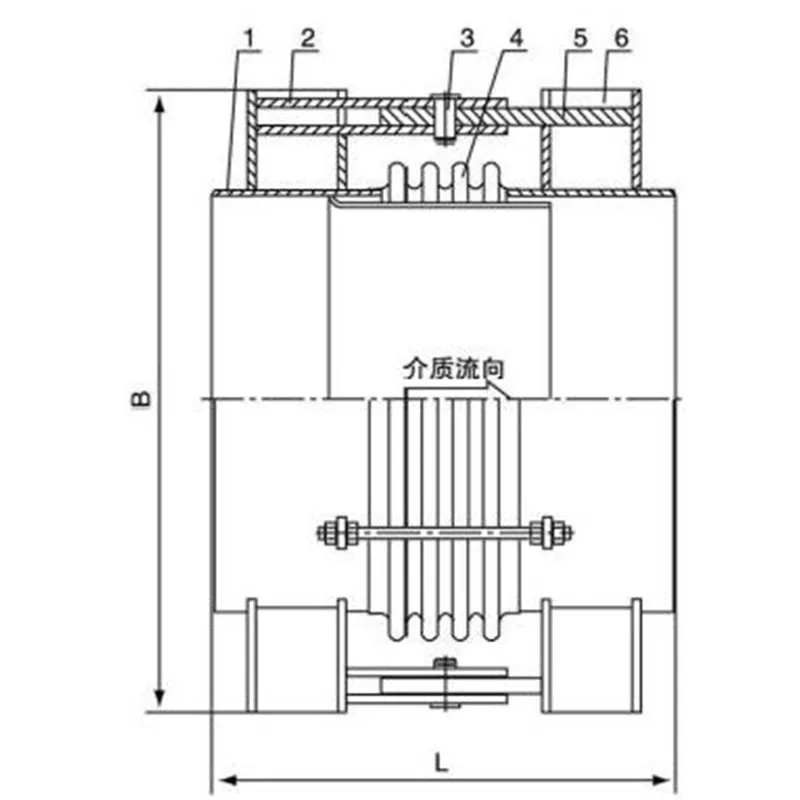
Поперечные компенсаторы с большими тягами
Когда говорят о поперечных компенсаторах с большими тягами, многие сразу представляют себе просто усиленный каркас и толстые шпильки. Но тут кроется первый подводный камень: сама по себе ?большая? тяга — не панацея. Ключ в том, как эта тяга интегрирована в силовой узел и как она взаимодействует с гибким элементом — сильфоном — при боковом смещении. Часто вижу проекты, где расчёт идёт чисто на прочность тяг, а вот вопросы усталостной долговечности соединений, распределения момента, да и просто монтажных допусков уходят на второй план. А потом на объекте — скрипы, перекосы, а то и разрыв гофры не от давления, а от непредусмотренной паразитной нагрузки.
Не ?тяги?, а ?система тяг?: философия узла
Вот смотрите. Берём стандартный поперечный компенсатор. Его задача — поглотить температурное или монтажное смещение перпендикулярно оси трубопровода. Когда смещения небольшие, скажем, до 50 мм, там и конструкции попроще. Но как только речь заходит о сотнях миллиметров — а у нас на теплотрассах или в крупных химических производствах бывает и 300, и 500 мм — тут уже нужен совсем другой подход. Большие тяги здесь — это не просто стержни, это целая система рычагов и связей.
На практике часто ошибаются в двух моментах. Первый — крепление тяг к патрубкам. Если сделать жёсткую сварную конструкцию, то вся жёсткость патрубка передаётся на первые волны сильфона, создавая концентратор напряжений. Мы в своё время на одном из старых проектов для ТЭЦ наступили на эти грабли — компенсаторы после двух отопительных сезонов пошли трещинами по сварному шву крепления ушек. Пришлось переделывать на фланцевое крепление с шарнирным узлом, чтобы обеспечить свободу на малый угол. Второй момент — это материал самих тяг. Казалось бы, легированная сталь — и всё. Но при низких температурах, например, в криогенных линиях для СПГ, нужен серьёзный расчёт на хладноломкость. ООО Цзянсу Синьгао Сильфон, кстати, в своей линейке как раз отдельно выделяет криогенные гибкие шланги и компенсаторы, и это неспроста — подход к материалам и конструктиву там совершенно другой.
И ещё один нюанс, о котором редко пишут в каталогах, но который жизненно важен при монтаже: последовательность затяжки гаек на этих самых тягах. Если затягивать хаотично, можно запросто создать внутреннее напряжение в каркасе и ?заклинить? компенсатор ещё до ввода в эксплуатацию. У нас была отработанная схема — крест-накрест, в четыре этапа, с контролем динамометрическим ключом. Кажется мелочью, но именно такие мелочи отличают работоспособный узел от проблемного.
Расчёт и реальность: где появляются зазоры
Все расчёты, будь то по GB/T12777 или стандартам EJMA, дают идеальную картину. Но монтажники — не станки с ЧПУ. Всегда есть отклонение по осям, всегда есть просадка опор, всегда есть неидеальная сварка. И вот здесь как раз и проверяется, насколько продумана конструкция поперечного компенсатора с большими тягами. Хорошая конструкция должна иметь некий ?допускаемый люфт? или регулировку в узлах крепления тяг.
Помню случай на трубопроводе большого диаметра для нефтехимии. Компенсаторы были рассчитаны на боковое смещение в 240 мм. По паспорту — всё идеально. Но при монтаже выяснилось, что соседний участок трубы ?ушел? по вертикали почти на 20 мм из-за грунта. И если бы не то, что в конструкции были предусмотрены овальные монтажные отверстия в крепёжных пластинах (так называемые ?проушины?), пришлось бы резать трубу и переваривать всё заново. А так — просто сместили крепёж в пределах отверстий, подтянули и пошли дальше. Эта ?неидеальность?, заложенная в конструкцию, спасла сроки и бюджет.
Поэтому сейчас, когда мы обсуждаем проекты с поставщиками, я всегда спрашиваю не только про паспортные данные, но и про монтажные допуски, про возможность юстировки на месте. Как показывает опыт, те же производители, которые работают на атомную или аэрокосмическую отрасль, например, как упомянутая ООО Цзянсу Синьгао Сильфон, часто имеют более глубокую проработку этих ?сопутствующих? вопросов, потому что там требования к надёжности на порядок выше. Их сайт, https://www.jsxgbellows.ru, кстати, полезно изучать именно с точки зрения применяемых стандартов — видно, что продукция заточена под строгие нормативы.
Сильфон — сердце системы, а тяги — его защита
Можно сделать самые мощные тяги, но если сильфон не рассчитан на такой тип нагружения, система быстро выйдет из строя. Основная ошибка — думать, что тяги принимают на себя всю боковую нагрузку. Нет. Их задача — прежде всего, не дать сильфону чрезмерно растянуться или сжаться за расчётный предел, а также взять на себя часть усилия от внутреннего давления (силу распора). А вот гибкость и способность поглощать смещение — это уже работа самого сильфона.
Поэтому при подборе всегда нужно смотреть в паре: характеристика сильфона (количество волн, толщина, материал) и характеристика тягового узла. Для больших смещений часто идут на увеличение количества волн, но это ослабляет устойчивость к давлению. Получается палка о двух концах. Иногда более рациональным решением оказывается установка двух компенсаторов меньшего размера каскадом, чем одного гиганта с запредельными параметрами. Мы так делали на одном объекте в газовой промышленности, где было ограничение по габаритам в тоннеле.
Материал сильфона — отдельная тема. Для стандартных тепловых сетей часто идёт нержавеющая сталь 304 или 316. Но если в среде есть хлориды, или речь идёт о высоких температурах в котлах ТЭЦ, то тут уже нужны совсем другие марки. В описании продукции ООО Цзянсу Синьгао Сильфон видно, что они охватывают диапазон от криогеники до теплоэнергетики, а это прямо говорит о широкой номенклатуре используемых материалов — от аустенитных до, возможно, дуплексных сталей.
Отказные случаи и уроки
Не бывает инженерии без отказов. Главное — чтобы они были поучительными. Самый показательный случай с компенсаторами с большими тягами, который я помню, был связан не с расчётом, а с логистикой. Компенсатор привезли на объект, выгрузили и… положили набок прямо на тяги. В течение месяца он так и лежал. Когда пришло время монтажа, обнаружили, что тяги погнулись под весом корпуса. Казалось бы, ерунда — выпрямить. Но любая правка металла — это изменение кристаллической решётки, наклёп, потенциальное место для усталостной трещины. Пришлось заказывать новый узел тяг и ждать. Вывод простой: в паспорте изделия, помимо прочего, должны быть чёткие указания по складированию и транспортировке. И монтажников нужно инструктировать.
Другой частый источник проблем — коррозия. Тяги, особенно их резьбовая часть, часто находятся в открытой атмосфере, на них может попадать дождь, агрессивная пыль. Если они не защищены должным образом (например, не оцинкованы или не имеют другого покрытия), резьба может ?прикипеть? уже через год-два. А когда потребуется обслуживание или регулировка, открутить гайку будет невозможно. Теперь мы всегда специфицируем дополнительную антикоррозионную защиту для тяг, особенно в приморских регионах или на химических производствах.
И, конечно, контроль на производстве. Лучше всего, когда можно посмотреть, как собирают узел. Насколько качественно проварены крепления тяг к каркасу, нет ли перекосов, как калиброваны сами тяги. Когда видишь, что на заводе есть стенды для испытания компенсаторов на повторяющееся боковое смещение под давлением — это внушает доверие. Упоминание в описании компании сотрудничества с крупными госкомпаниями типа Sinopec или CNPC косвенно говорит о том, что их продукция проходит серьёзный входной контроль у таких заказчиков, а это хороший знак.
Взгляд вперёд: что ещё можно улучшить
Сейчас тренд — на цифровизацию и мониторинг. Уже появляются ?умные? компенсаторы, где на тяги или каркас устанавливаются датчики деформации (тензодатчики). Это позволяет в реальном времени отслеживать, какую нагрузку фактически испытывает узел, и предсказывать остаточный ресурс. Для ответственных объектов, типа атомных станций или магистральных газопроводов, это может стать золотым стандартом. Пока это дорого, но технология дешевеет.
Ещё одно направление — оптимизация веса. Большие тяги — это много металла. А значит, большой вес, сложности с монтажными кранами, повышенная нагрузка на опоры. Ведутся работы по применению высокопрочных сплавов, которые позволяют уменьшить сечение тяг без потери прочности. Или использованию композитных материалов, но это пока больше эксперименты для особых случаев, например, в аэрокосмической отрасли, которую также указывает в сферах применения ООО Цзянсу Синьгао Сильфон.
В итоге, возвращаясь к началу. Поперечный компенсатор с большими тягами — это не просто деталь трубопровода. Это сложный инженерный узел, где важна каждая мелочь: от химического состава стали до формы монтажного отверстия. Его выбор и применение — это всегда компромисс между расчётными параметрами, стоимостью, условиями монтажа и долгосрочной надёжностью. И самый ценный опыт приходит не из каталогов, а с площадки, где этот компенсатор должен проработать без проблем не один десяток лет. Именно на это, в конечном счёте, и должна быть направлена вся работа — и конструктора, и производителя, и монтажника.
Соответствующая продукция
Соответствующая продукция




.webp)
Самые продаваемые продукты
Самые продаваемые продукты-
 Сальниковые компенсаторы
Сальниковые компенсаторы -
 Поперечные компенсаторы с большими тягами
Поперечные компенсаторы с большими тягами -
 Прямоточные балансирные компенсаторы давления
Прямоточные балансирные компенсаторы давления -
 Резьбовые металлические гибкие шланги
Резьбовые металлические гибкие шланги -
 Компенсаторы с футеровкой из фторопласта
Компенсаторы с футеровкой из фторопласта -
 Одноосевые компенсаторы
Одноосевые компенсаторы -
 Поперечные компенсаторы с малыми тягами
Поперечные компенсаторы с малыми тягами -
 Неметаллические компенсаторы
Неметаллические компенсаторы -
 Вакуумные сильфоны с фланцем KF
Вакуумные сильфоны с фланцем KF -
 Компенсационные муфты
Компенсационные муфты -
 Вращающиеся компенсаторы
Вращающиеся компенсаторы -
 Двуосевые компенсаторы
Двуосевые компенсаторы
Связанный поиск
Связанный поиск- Вакуумные сильфоны для фотоэлектрической промышленности
- компенсатор нержавеющий под приварку
- Сальниковые компенсаторы
- Прямоточные балансирные компенсаторы давления
- Неметаллические компенсаторы
- шланг водопроводный гибкий в металлической оплетке
- резиновый компенсатор деформационного
- тепловые компенсаторы для трубопроводов
- компенсаторы резиновые для трубопроводов
- осевой компенсатор для труб