-


-


-
-


-


WhatsApp

-
WeChat

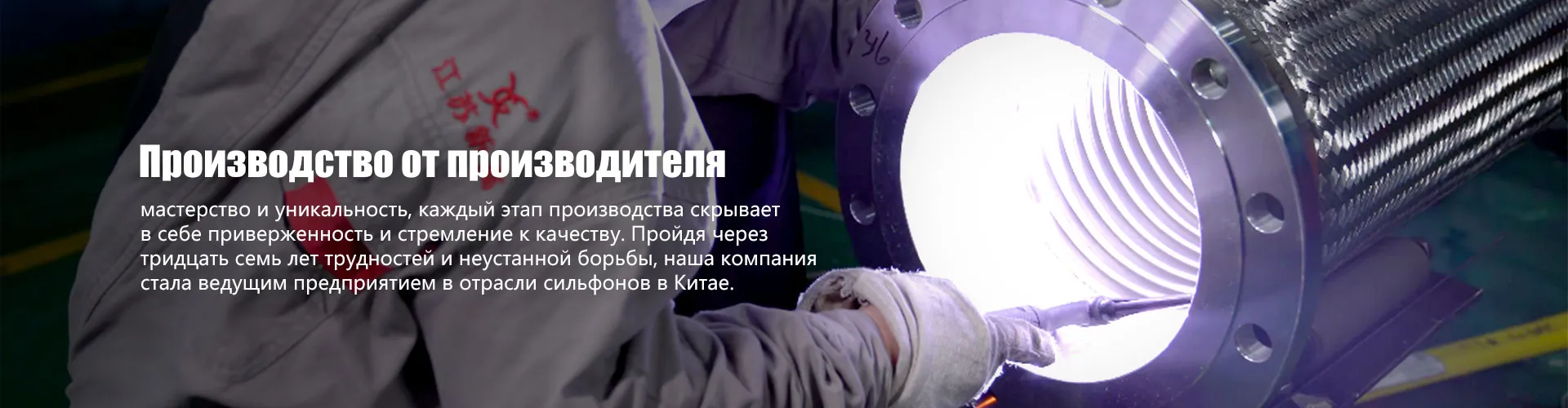
прямоугольный компенсатор
Когда слышишь ?прямоугольный компенсатор?, первая мысль — это просто коробка с сильфоном внутри, в отличие от осевых или угловых. Но на практике, особенно на больших сечениях воздуховодов или газоходов, эта ?простота? обманчива. Многие думают, что раз форма простая, то и подбор элементарен — взял размеры, давление, температуру, и готово. На деле же именно в прямоугольных конструкциях чаще всего возникают проблемы с распределением деформаций по углам, с местными напряжениями в каркасе, которые не всегда очевидны при первичном расчёте по EJMA. Это не просто кусок гофры в рамке, это система, где работа сильфона и жёсткость направляющих должны быть точно сбалансированы.
Где и почему они незаменимы
Основная сфера, конечно, вентиляция и пылегазоудаление на промышленных объектах — электростанции, металлургические цеха, цементные заводы. Там сечения воздуховодов часто переходят с круглых на прямоугольные из-за архитектурных ограничений, и компенсатор должен повторить этот контур. Но ключевой момент — компенсация тепловых расширений и вибраций именно в плоскости большой панели. Круглый сильфон работает равномерно по окружности, а здесь — четыре стороны, каждая из которых по-разному нагружена внутренним давлением, особенно в углах. Если конструкция не продумана, первыми выйдут из строя именно угловые швы на патрубках или сварные соединения каркаса.
Второй важный аспект — монтаж. С осевым компенсатором проще: растянул, закрепил, отпустил. Прямоугольный компенсатор часто имеет значительные габариты и вес. Его нужно выставлять строго по оси, без перекосов, иначе сразу возникает изгибающая нагрузка на сильфон, на которую он не рассчитан. Видел случаи на ТЭЦ, когда монтажники, экономя время, ставили его с небольшим смещением, думая, что раз он гибкий, то ?стянет?. Через полгода эксплуатации на одном из углов появилась усталостная трещина. Пришлось останавливать участок газохода.
Ещё один нюанс — работа при низких или циклически меняющихся температурах. Например, в системах аспирации, где после горячих газов может попасть холодный воздух. Материал каркаса и сильфона должен быть согласован по коэффициенту температурного расширения. Нельзя просто взять обычную углеродистую сталь для рамки и нержавейку AISI 321 для гофра — при резком охлаждении напряжения будут разными. Тут уже нужен расчёт на многофакторную нагрузку, а не только на давление.
Конструктивные ловушки и опыт неудач
Раньше, лет десять назад, многие производители, в том числе и мы на первых порах, делали упор на жёсткость внешнего каркаса. Логика была: чем жёстче рамка, тем лучше она защитит сильфон от боковых смещений. Но жизнь показала обратное. Слишком жёсткий каркас, особенно если он выполнен из мощных швеллеров, сам становится концентратором напряжений. Он плохо ?дышит? вместе с системой, и вся деформация ложится на относительно тонкие сильфонные волны. В одном из проектов для системы газоочистки в сталелитейном цехе такая конструкция не проработала и года — сильфон порвался по нижней волне, где была максимальная нагрузка на изгиб.
После этого случая пришлось пересмотреть подход. Стали делать комбинированные каркасы: с направляющими угловыми стойками, которые воспринимают основную нагрузку от давления, и с более гибкими соединительными пластинами между ними, позволяющими системе немного ?играть?. Это не по учебникам, это уже эмпирика, рождённая на стенде испытаний и разборах полётов. Кстати, хороший стенд для испытаний прямоугольных компенсаторов — большая редкость. Нужно имитировать не только осевое сжатие/растяжение, но и угловое смещение и сдвиг. У ООО Цзянсу Синьгао Сильфон, судя по описанию на их сайте https://www.jsxgbellows.ru, продукция соответствует стандартам EJMA, а это подразумевает серьёзную испытательную базу. Для прямоугольных компенсаторов это критически важно, потому что без реальных испытаний на многоосевую деформацию расчёты остаются лишь теорией.
Отдельная история — крепление сильфона к фланцам. Сварной шов — это классика. Но для больших сечений, особенно когда требуется частая замена (например, в агрессивных средах), мы пробовали и фланцевое соединение с графитовыми уплотнениями. Идея была в ремонтопригодности. Но на практике оказалось, что добиться равномерной затяжки болтов по всему периметру большого прямоугольника очень сложно. В одном из углов всегда возникала протечка. Вернулись к сварке, но с применением более пластичных присадочных материалов для снижения остаточных напряжений.
Материалы и стандарты: что действительно работает
Стандарты, конечно, основа. GB/T12777, EJMA — это библия. Но в них, если внимательно читать, для прямоугольных сечений есть много отсылок к согласованию между заказчиком и производителем. То есть полной, исчерпывающей методики нет. Поэтому так важен опыт производителя в конкретных применениях. В описании компании ООО Цзянсу Синьгао Сильфон указан широкий диапазон типоразмеров (DN25–6000 мм) и применение в атомной, нефтегазовой, криогенной отраслях. Для атомной энергетики, например, требования к материалам и контролю качества сварных швов на порядок выше. Если компания поставляет туда, значит, у них отработана технология неразрушающего контроля для таких сложных узлов, как углы прямоугольного компенсатора.
По материалам: для большинства применений в газоходах до 500°C идёт нержавеющая сталь AISI 321 или 316L. Но для агрессивных сред, скажем, в химической промышленности с парами кислот, иногда требуется инконель или хастеллой. И вот тут возникает дилемма: сильфон из инконеля, а каркас из чего? Делать весь узел из суперсплава — дорого и часто избыточно. Приходится искать компромисс, например, каркас из обычной нержавейки с внешним защитным покрытием, но при этом тщательно рассчитывать электрохимическую совместимость, чтобы не было коррозии в точках контакта. Это та область, где без глубокого инжиниринга не обойтись.
Ещё один практический момент — транспортировка и хранение. Большой прямоугольный компенсатор — это громоздкая конструкция. Его нельзя просто бросить на склад. Нужны деревянные подкладки под каркас, чтобы не было провисания сильфона под собственным весом. Сильфон должен быть зафиксирован транспортными стяжками в нейтральном положении (обычно слегка растянут, как указано в паспорте). Сколько раз видел, как на объект привозят компенсатор со срезанными стяжками и помятыми углами — и всё, гарантия снята, а ремонт сложный и дорогой.
Интеграция в систему и монтажные тонкости
Самая частая ошибка проектировщиков — считать компенсатор самостоятельным, изолированным элементом. Его работа полностью зависит от того, как он встроен в трубопровод или газоход. Обязательно нужны направляющие опоры до и после компенсатора, чтобы гасить продольные смещения. Для прямоугольных конструкций часто ещё требуются дополнительные боковые ограничители, особенно если система может вибрировать не только вдоль, но и поперёк. В одном проекте вентиляции карьерного самосвала забыли про боковые ограничители — компенсатор через 200 моточасов сложился ?гармошкой? от поперечной вибрации рамы.
При монтаже, перед окончательной приваркой или болтовым соединением, нужно обязательно снять все транспортные устройства и проверить свободу хода сильфона во всех направлениях вручную. Он должен двигаться легко, без заеданий. Потом его нужно установить в предварительно растянутую или сжатую позицию согласно тепловому расчёту. Этот шаг часто пропускают, монтируя ?как есть?. В результате при первом же пуске горячих газов компенсатор либо сразу перегружается, либо не работает на полную величину компенсации.
И последнее — визуальный контроль в процессе эксплуатации. Хотя бы раз в полгода нужно осматривать состояние внешнего защитного покрытия (если есть), каркаса на предмет трещин в сварных швах и, самое главное, состояние сильфонных волн. Любое локальное изменение геометрии волны (сплющивание, растяжение) — это сигнал. Для ответственных систем, как в нефтегазовой или атомной отрасли, где работает ООО Цзянсу Синьгао Сильфон, такие осмотры прописаны в регламентах. Но и на обычном промышленном объекте не стоит этим пренебрегать. Проще заменить уплотнение или подтянуть направляющую, чем потом экстренно останавливать технологическую линию из-за разрыва.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Прямоугольный компенсатор — это далеко не ?простая коробка?. Это расчётный узел, где пересекаются механика деформируемого тела, материаловедение и практический монтажный опыт. Универсальных решений нет, каждый крупный заказ — это в какой-то степени индивидуальная задача. Успех зависит от трёх вещей: грамотного инженерного расчёта (здесь стандарты EJMA и GB — хорошая основа), качественного производства с контролем на всех этапах (тут как раз важно выбирать производителей с опытом в сложных отраслях, как упомянутая компания) и, что не менее важно, правильного монтажа и обслуживания на объекте. Техническая грамотность заказчика и монтажников часто спасает даже не самую идеальную конструкцию. И наоборот, самая совершенная деталь может быстро выйти из строя из-за пренебрежения базовыми правилами. В общем, мелочей здесь нет.
Соответствующая продукция
Соответствующая продукция



.webp)
Самые продаваемые продукты
Самые продаваемые продукты-
 Балансирные компенсаторы давления с прямым байпасным трубопроводом
Балансирные компенсаторы давления с прямым байпасным трубопроводом -
 Сальниковые компенсаторы
Сальниковые компенсаторы -
 Фланцевые металлические гибкие шланги
Фланцевые металлические гибкие шланги -
 Прямоугольные компенсаторы
Прямоугольные компенсаторы -
 Компенсационные муфты
Компенсационные муфты -
 Поперечные компенсаторы с большими тягами
Поперечные компенсаторы с большими тягами -
 Металлические гибкие шланги с быстроразъемными соединениями
Металлические гибкие шланги с быстроразъемными соединениями -
 Вакуумные сильфоны ISO
Вакуумные сильфоны ISO -
 Резьбовые металлические гибкие шланги
Резьбовые металлические гибкие шланги -
 Вращающиеся компенсаторы
Вращающиеся компенсаторы -
 Высококоррозионностойкие металлические гибкие шланги
Высококоррозионностойкие металлические гибкие шланги -
 Прямоточные балансирные компенсаторы давления
Прямоточные балансирные компенсаторы давления
Связанный поиск
Связанный поиск- Металлические гибкие шланги с быстроразъемным соединением
- Двуосевые компенсаторы
- шарнирных компенсаторов
- Вакуумные сильфоны с фланцем KF
- компенсаторы сильфонные универсальные
- Осевые компенсаторы наружного давления
- компенсатор сильфонный осевой нержавеющая сталь
- Высококоррозионностойкие металлические гибкие шланги
- компенсатор сильфонный с фланцами
- осевой компенсатор для труб