-


-


-
-


-


WhatsApp

-
WeChat

сильфонный компенсатор нержавеющий
Когда говорят ?сильфонный компенсатор нержавеющий?, многие представляют себе просто гофрированную трубку из нержавейки. Но это в корне неверно. На деле, это расчётный узел, который должен поглотить конкретные миллиметры смещения, выдержать определённые мегапаскали и проработать заданное количество циклов. И материал — да, нержавеющая сталь — это только начало. Важны марка стали, толщина, конфигурация гофра, тип торцевых элементов. Часто сталкиваюсь с тем, что заказчик требует ?компенсатор на DN300?, а когда начинаешь выяснять параметры — температурный график, тип среды, монтажное пространство — оказывается, нужна совершенно иная конструкция. Вот с этого, пожалуй, и начну.
Марка стали — это не просто ?нержавейка?
Первое, на что смотрю — среда. Пар, вода, щёлочь, кислота, морская атмосфера? Для большинства сетей теплоснабжения и общего машиностроения часто хватает AISI 304. Но если речь идёт о хлоридах, даже в малых количествах, или о высокотемпературной окислительной среде, уже нужно смотреть в сторону AISI 316L или даже более стойких марок вроде 254 SMO. Был случай на одном химическом комбинате — поставили компенсаторы из 304-й стали на линию с периодическим попаданием паров соляной кислоты. Через полгода — точечная коррозия, свищи. Переделали на 316L с дополнительной полировкой внутренней поверхности — проблема ушла.
Толщина стенки сильфона — ещё один камень преткновения. Её нельзя выбирать ?с запасом?, думая, что так надёжнее. Слишком толстая стенка резко снижает гибкость и компенсирующую способность, увеличивает жёсткость пружины, а значит, и нагрузки на неподвижные опоры. Расчёт идёт по стандартам, тому же EJMA, где учитывается давление, диаметр, количество слоёв. Многослойные сильфоны — отдельная тема. Они при той же гибкости могут держать куда большее давление, но их изготовление и контроль качества должны быть на высоте. Разрыв хотя бы одного внутреннего слоя ведёт к мгновенному выходу всего узла из строя.
Здесь стоит отметить, что не все производители имеют полный цикл для работы с разными марками. Например, на сайте ООО Цзянсу Синьгао Сильфон (https://www.jsxgbellows.ru) в ассортименте прямо указаны компенсаторы DN25–6000 мм, что подразумевает возможность работы как со стандартными, так и с экзотическими сплавами для специфичных задач в атомной или криогенной области. Это важный маркер компетенции завода.
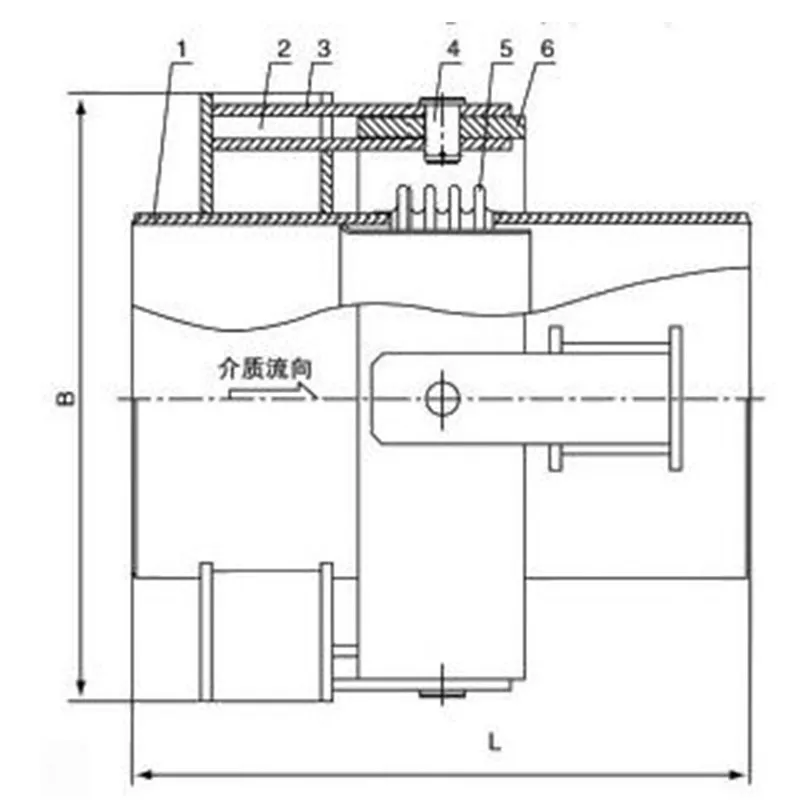
Конструкция: осевой, сдвиговый, универсальный?
Тип компенсатора определяется видом смещения трубопровода. Осевое сжатие/растяжение, боковой сдвиг, угловой поворот — для каждого случая своя геометрия. Самый простой — осевой односвязный. Но на практике чистые осевые смещения встречаются не так часто. Чаще — комбинация. Поэтому широко применяются шарнирные и сильфонные компенсаторы сдвиговые. Их конструкция уже включает в себя систему тяг, шарниров, которые воспринимают боковую нагрузку, не передавая её на сильфон.
Одна из частых ошибок монтажа — неправильная установка направляющих опор. Для работы осевого компенсатора нужны две направляющие опоры, которые обеспечат строго осевое перемещение участка трубы. Если их нет или они поставлены неправильно, компенсатор начнёт работать на изгиб, на что не рассчитан. Видел последствия на теплотрассе — вырвало анкерные болты, трубу повело, компенсатор сложился ?гармошкой? и лопнул по сварному шву. Дорогостоящий ремонт и простой.
Универсальные компенсаторы (с двумя сильфонами и центральной трубой) хороши для сложных пространственных смещений, но они занимают много места и дороже. Их выбор всегда компромисс между стоимостью, габаритами и необходимостью.
Сварка и контроль — где кроются риски
Самый слабый элемент в сильфонном компенсаторе нержавеющем — не сам сильфон, а сварные швы: соединение гофров с патрубками (торцами). Сварка нержавеющей стали требует особого режима, защиты обратной стороны шва аргоном, чтобы не допустить окисления и выгорания легирующих элементов. Плохой шов даст о себе знать не сразу, а через несколько тепловых циклов — усталостной трещиной.
Поэтому на серьёзных производствах, особенно для атомной или нефтехимической отрасли, обязателен 100% контроль сварных соединений: рентгенография или ультразвук. Визуальный осмотр и проверка на герметичность (например, гелиевым течеискателем) — это минимум. В компании ООО Цзянсу Синьгао Сильфон, судя по описанию их соответствия стандартам GB/T12777 и EJMA, такой контроль встроен в технологический процесс. Это критично, когда продукция идёт на объекты Sinopec или в аэрокосмическую отрасль.
Личный опыт: как-то пришлось разбираться с преждевременным отказом партии компенсаторов на ТЭЦ. Внешне всё было идеально. После вскрытия на микрошлифах под микроскопом увидели микропоры в корне шва. Оказалось, сбой в системе подачи защитного газа на одной из смен. Дефект был скрытый, но фатальный.
Монтаж и эксплуатация: бумажный расчёт vs. реальность
Даже идеально изготовленный компенсатор можно убить за день неправильным монтажом. Транспортировочные укосы, которые фиксируют сильфон в растянутом состоянии, нужно снимать ПОСЛЕ окончательного закрепления всех неподвижных опор и ПЕРЕД закапыванием траншеи или запуском системы. Сколько раз видел, как их срезают болгаркой сразу после распаковки, а потом монтируют трубопровод — сильфон уже деформирован.
Ещё один нюанс — предварительная растяжка или сжатие. Если монтаж ведётся при температуре, отличной от рабочей, это необходимо для оптимального распределения хода. Например, для теплосети, которая будет работать на 150°C, а монтируется при +20°C, осевой компенсатор часто предварительно растягивают. Величина считается. Если этого не сделать, при нагреве он может сжаться до предела и работать на сжатие сверх расчётного, что сократит ресурс.
В эксплуатации главный враг — внешние механические повреждения (например, при ремонте рядом проложенных коммуникаций) и вибрация. Вибрация, неучтённая в расчёте, вызывает усталость материала на высоких циклах. Была история на газовом компрессорном цехе: высокочастотная вибрация от агрегатов привела к трещинам на внешних гофрах всего через год. Пришлось ставить дополнительные виброопоры на подводящие трубопроводы.
Криогеника и спецприменения — отдельный разговор
Когда речь заходит о криогенных температурах (СПГ, жидкий азот), нержавеющий сильфонный компенсатор меняет свои свойства. Сталь становится более хрупкой, требования к ударной вязкости KVU резко возрастают. Здесь часто применяются аустенитные стали, сохраняющие пластичность при низких температурах. Конструкция тоже особая — часто многослойная, с усиленными патрубками и изоляцией, предотвращающей мостики холода.
Компании, которые заявляют о работе в криогенной области, как ООО Цзянсу Синьгао Сильфон в своём описании продукции, обычно имеют специальные испытательные стенды для проверки на хладостойкость и циклическую нагрузку при экстремальных температурах. Без этого сертификата ни один серьёзный заказчик на объект СПГ не примет продукцию.
Вакуумные гибкие шланги — ещё одно смежное направление. Там требования к герметичности абсолютные, а сильфон работает в основном на изгиб и небольшое осевое перемещение. Технологии изготовления очень близки, но контроль — ещё строже.
Вместо заключения: выбор поставщика
Итак, выбор сильфонного компенсатора нержавеющего — это не поиск по самой низкой цене за штуку. Это оценка технической компетенции производителя. Нужно смотреть: есть ли собственное КБ, которое сделает расчёт под ваши параметры? Есть ли полный цикл производства (гибка, сварка, термообработка) или это просто сборка из покупных компонентов? Каков объём неразрушающего контроля? Соответствует ли продукция заявленным стандартам (EJMA — хороший ориентир)?
Работа с такими компаниями, как Sinopec или в атомной энергетике, которую указывает ООО Цзянсу Синьгао Сильфон, — это своеобразный знак качества. Такие заказчики проводят жёсткий аудит поставщиков. Значит, у производителя налажены процессы, есть нужные сертификаты, а продукция прошла проверку в реальных сложных условиях, от Брунея до Австралии.
В конечном счёте, надёжный компенсатор — это тот, о котором забываешь после установки. Он просто тихо работает свой ресурс, компенсируя расширения и вибрации. А чтобы это было так, его создание должно быть не ремеслом, а инженерной задачей, решённой от первого чертежа до финального шва с полным пониманием физики процесса. Всё остальное — путь к аварийной остановке и большим затратам.
Соответствующая продукция
Соответствующая продукция




.webp)
Самые продаваемые продукты
Самые продаваемые продукты-
 Осевые компенсаторы наружного давления
Осевые компенсаторы наружного давления -
 Неметаллические компенсаторы
Неметаллические компенсаторы -
 Вакуумные сильфоны с фланцем KF
Вакуумные сильфоны с фланцем KF -
 Поперечные компенсаторы с большими тягами
Поперечные компенсаторы с большими тягами -
 Металлические гибкие шланги с футеровкой из фторопласта
Металлические гибкие шланги с футеровкой из фторопласта -
 Металлические гибкие шланги с патрубковым соединением
Металлические гибкие шланги с патрубковым соединением -
 Неограничивающие компенсаторы
Неограничивающие компенсаторы -
 Универсальные шарнирные компенсаторы
Универсальные шарнирные компенсаторы -
 Высококоррозионностойкие металлические гибкие шланги
Высококоррозионностойкие металлические гибкие шланги -
 Металлические гибкие шланги с патронным соединением
Металлические гибкие шланги с патронным соединением -
 Металлические гибкие шланги жидкостного охлаждения
Металлические гибкие шланги жидкостного охлаждения -
 Вакуумные сильфоны ISO
Вакуумные сильфоны ISO
Связанный поиск
Связанный поиск- осевые компенсаторы гост
- вакуумный сильфон kf10
- сильфонный компенсатор
- Металлические гибкие шланги с футеровкой из фторопласта
- компенсаторы изготовители
- компенсатор линейного расширения труб
- компенсаторы сильфонные осевые многослойные
- компенсаторы котлов
- сальниковый сильфонный компенсатор
- Металлические гибкие шланги для жидкостных охлаждающих трасс